Medichem recibe 16,2 millones para el proyecto FDF4EU, subvencionado por el CDTI en el marco del IPCEI de Salud El Centro para el Desarroll...
MEDICHEM SA participa en el proyecto con título “Reducción de residuos y contaminantes en la planta de Celrà” y con número de expediente FAR-0...
Barcelona, July 2, 2025 – The companies within the MEDICHEM Group, a developer and manufacturer of active pharmaceutical ingredients and finis...
Hemos renovado nuestra adhesión a la Carta de la Diversidad de la Fundación Diversidad, reafirmando así nuestro compromiso con la construc...
Medichem is attending CPhi China 2025! Our Commercial and Operations teams will be in Shanghai from June 24–26, actively looking to connect wi...
At Medichem, we believe that every #patient in #Europe deserves timely, equitable #access to essential medicines. As a manufacturer committed ...
The #HERAIndustryDays event has successfully concluded, bringing together a diverse mix of industry leaders, innovative start-ups, policymaker...
Join Medichem and Medicines for Europe at the 31st Annual Conference in Brussels, June 25–26, 2025!This year’s theme: “Building a Resilient He...
Chemspec Europe - Int. Exhibition for Fine & Speciality Chemicals 2025 is currently underway in Cologne, Germany, a key international even...
Medichem will be attending euroPLX Lisbon from June 2nd to 3rd! We’re looking forward to connecting with pharma professionals and exploring new #p...
Let’s connect at #CPHIAmericas! With more than 50 years of #expertise, Medichem develops and manufactures high-quality APIs and FDFs for th...
Connecting and #partnering with our clients, understanding their needs, and sharing our vision are essential to everything we do. As part o...
Medichem will be attending CPhI Japan 2025! If you’ll be in Tokyo next month, let’s connect and explore Medichem’s expertise in API & FDF #manu...
We’re excited to announce that Medichem will be attending #DCATWeek2025! This event is a key opportunity to strengthen #partnerships and explore n...
Medichem will be attending PharmaSynergyRx 2025 for the first time!📅 27th - 28th February 2025📍 Leonardo Royal Hotel, London City Medichem op...
Yesterday, at the Medicines for Europe Executive Meeting in Brussels, we tackled key challenges, from strengthening resilient supply chains to fos...
Elisabeth Stampa, Board Member at Medichem has officially transitioned from President to Vice President of Medicines for Europe. Her leadership ha...
The Board and General Assembly of Medicines for Europe was celebrated yesterday. Medichem, represented by Elisabeth Stampa, Board Member of Medich...
Medichem presente en el encuentro empresarial entre #Asturias y #Cataluña. La semana pasada estuvimos presentes, de la mano de nuestra presidente ...
Tomorrow marks the opening of the 2024 Jefferies London Healthcare Conference, one of the most influential events in the healthcare industry, and ...
We are excited to share the latest milestones of our new hashtag#injectables plant, Medichem Solutions, located in the Technology Park of Astu...
Medichem is proud to present its Sustainability Report for 2023, underscoring our ongoing commitment to transparency and ethical business prac...
Medichem is participating in hashtag#CPHI Worldwide 2024. Join us at Booth 10F42 from October 8-10, where we will showcase our expertise in develo...
During June, we were delighted to engage in two events hosted by CataloniaBio & HealthTech: 📍 In Girona, our Quality Director, Mariona Sen...
En Medichem renovamos la Carta de Diversidad, un compromiso de gran relevancia para nuestra compañía y nuestros valores. ➡️ La Carta de la Dive...
Medichem en el programa DONA`m Ciència. Nuestra compañera Sonia Iborra Giro ha participado en el séptimo capítulo de la segunda temporada de "D...
Since the end of 2021, our API manufacturing site in Celrà has been certified by the Japan Health Authority (PMDA) reinforcing our global comm...
We are happy to announce that #Sugammadex API has been approved by Japanese authorities (DMF Registration number: 305MF10019). The launch quan...
At Medichem, we are committed to fostering the generation, development, and advancement of new ideas. We are kicking off the sixth edition ...
As a great initiative of DG HERA, industry leaders and policymakers convened in Brussels for the launch of the #CriticalMedicinesAlliance, whi...
Medichem remains dedicated to delivering high-quality APIs and FDFs upholding #regulatory compliance worldwide.We underwent our first Brazil A...
Combino Pharm attended the Annual Pharmacy Symposium, held between 4th and 8th March 2024 and, as part of the ongoing #collaboration with the ...
(Barcelona, April 10) Medichem, a trusted business partner in the pharmaceutical industry, is pleased to announce the appointment of Pablo...
Are you attending Cphi North America? Book a meeting with us at Booth #644 in the Pennsylvania Convention Center, Philadelphia on May 7-9, if y...
We would like to congratulate Josielle Abdilla, who is the recipient of the 9th edition of the Medichem Prize in Organic Chemistry (academic year ...
During March, as every year, our Executive Committee has gathered to assess the progress of the business. These days were devoted to assess...
The #Medichemteam is happy to be once again present at the Lotte Palace, marking our strong presence at #dcatweek2024. Engaging with valued custom...
The #MedichemTeam joined the recent #FierceBDLSummit on March 11-12, 2024, in San Francisco, CA. The summit united industry leaders, innovators, a...
Elisabeth Stampa, our Board Chair at Medichem, S.A. dives deep into the world of Molecule to Market with Raman Sehgal.In this episo...
This February, mark your calendars as Medichem is thrilled to announce our participation in the RauCon Business Development event euroPLX 84 in Li...
In the thrilling universe of science, where innovation is constant and knowledge expands without limits, we encounter talented women who d...
Thrilled to announce our active participation at DCATWeek 2024! We are delighted to meet our customers and partners soon again in NYC. Our team...
Anunciamos que Medichem se incorpora como miembro del Consejo de Administración de CataloniaBio & HealthTech. La ratificación de estos cambios...
We inform you that Medichem has successfully secured funds under incentive program 2 in alignment with RD 477/2021. This financial support is spec...
Medichem once again takes a significant step towards transparency and accountability by presenting its Non-Financial Report (EINF), highlighting a...
We are excited to share the news that Medichem is among the 20 finalists in the first edition of 'How I did it', organised by Deutsche Bank and FO...
Save the date and join us at CPhI India 2023. Visit us at our partner Trichem Pharmascience LLP booth in Hall 4, J29 to explore collaborative o...
Medichem is delighted to share our upcoming participation in the 14th Annual Global Healthcare Conference hosted by Jefferies in London! For ha...
¡Orgullosos y orgullosas de haber sido finalistas en la 11a Edición de los Premios Atlante a la Prevención de Riesgos Laborales de Foment! El simp...
👏 CPhI 2023 has come to a close! Medichem wants to extend our most sincere thanks to our customers and our dedicated team. 🙌 Your support,...
We are thrilled to announce the extension of our partnership with Azelis to the DACH region! 🌍 This #partnership will help...
The #CFRT - Continuous Flow Reactor Technology for Industrial Applications Symposium kicks off today in Dublin and Medichem is extending its suppo...
🔬 En el contexto de FARMAFORUM 2023, hemos estado presentes junto a nuestros compañeros de AFAQUIM en APIsforum, el evento dedicado a los pr...
👇 Upcoming event! Come and join us this week. Medichem is attending the biggest international pharma event 🧪 #cphi Barcelona from 24th-26th O...
📅 #ChemOutsourcing -New Jersey, USA- is just around the corner. Medichem will be present at Pharma ChemOutsourcing – Sept 6-8, 2023, Parsippany, ...
Malta, 16 June 2023 European Commissioner for Health and Food Safety, Stella Kyriakides, along with Christopher Fearne, the Deputy Prime Minist...
Medichem has an absolute #commitment to its employees to promote a respectful, diverse, and inclusive work environment, and therefore, on the occa...
Malta will be the venue for the 17th Medicines for Europe Legal Affairs Conference on 12th – 13th June 2023. 📅Be part of the ...
Save the date!🗓️ This year the Medicines for Europe Annual Conference will take place in #malta from the 14th to the 16th of June 2023. It w...
Drug shortages have become an increasingly urgent problem. Now, a new report in The Wall Street Journal suggests that rising energy costs could ex...
Last week we attended #cphinorthamerica in Philadelphia! We enjoyed having the opportunity to meet with you in person to discuss how we can sup...
We had a great time taking several students from the course BSc in Pharmacology (Department of Clinical Pharmacology and Therapeutics) of the&...
The Best Presentation Awards for students completing their degrees in pharmacy and pharmaceutical technology were presented during the Departm...
Our Board Member, Elisabeth Stampa, and our General Counsel IP, Ana Martí, in Chimica Oggi- Chemistry Today, a journal of the TKS TeknoSc...
The company acquires the facilities located in Llanera to produce injectables, thus completing its production offer with parenteral solutions....
DCAT (Drug, Chemical & Associated Technologies Association) week has come to an end! The event has exceeded our expectations. Our ...
This week at Medicines for Europe Board meeting in Brussels, the discussion focused #security on how to prevent medicines #shortages, which ca...
Medichem will be present at euroPLX 81 RauCon Business Development in Lisbon on the 20th and 21st of March! Our Business Development team w...
The best way to build trust with our partners is to show what we do with full transparency from the heart of Medichem, our people. Therefore, ...
Meet us at #dcatweek. As a proud member of the Drug, Chemical & Associated Technologies Association, Medichem is pleased to attend DC...
The pharma industry is facing a multitude of challenging situations. It may be noted that it experienced a similar scenario last year, but it ...
We are happy to inform will be present at Arab Health Exhibition 2023. (30th January – 2nd February) in Dubai. Please contact our CC...
Exciting times for Medichem at this year's J.P. Morgan 41º Annual Healthcare Conference. We had meetings with some of the leaders in...
We are starting the new year in the best possible way!For the second consecutive year, Medichem has been selected by CEPYME (Spanish SME assoc...
Our first report on non-financial activities is a milestone that demonstrates our commitment to transparency with all our stakeholders, highli...
A lesson learned from COVID-19 shows that #cooperation makes us stronger, and we need to be better prepared and respond quickly to h...
We are pleased to announce the appointment of Thibaud Eckenschwiller as the new Chief Executive Officer of Medichem S.A. Effective January 1, ...
Medicines for Europe, the European off-patent medicines association, and CAFF, the Czech generic, and biosimilar medicines association, have o...
Equipos y Talento entrevista a nuestra directora de #rrhh en Medichem, ♣ Natalia Palanca Jaile Natalia destaca nuestro ...
October 7, The Directorate General for Enterprise (DGE) organized, as part of the IPCEI Health project, a major European Matchmaking. More tha...
We are delighted to announce that Medichem will collaborate with Bota Biosciences, a global industrial biotechnology company advancing su...
We are excited to participate once again 💪🏻💪🏻💪🏻 in #cphi, in Frankfurt, November 1tst-3rd. Meet us at 61C41.
Celebramos que CEPYME500 ha valorado el crecimiento positivo de Medichem en los dos últimos años y nos ha distinguido con el reconocimiento co...
Press conference by our #ceo Elisabeth Stampa, Secretary-general AESEG Angel Luis Rodriguez de la Cuerda, and Vice President AFAQUIM Jordi Val...
Our General Counsel Ana Martí will be attending Medicines for Europe's 16th Legal Affairs Conference in Sitges June 28-29. She will be a pane...
We close the week with very good news! We are very happy to be part of CataloniaBio & HealthTech joining the +200 leading com...
Join us at Pharma Partnering Summit 2022! 📢 This week, we will be attending Pharma Partnering Summit taking place on 12th & ...
This week, our #CEO and President of Medicines for Europe, Elisabeth Stampa visited the European Commission. She met and e...
At Medichem, we invest in new products, applications, and technologies and encourage our teams to develop new ideas and bring them to success....
At Medichem, we are excited to announce that we will participate for the 1st year. If you want to set up a meeting there, please contact us at...
#Chlorhexidine and #Octenidine are increasingly being used not only as an antiseptic to prevent hospital infections and as an adjuvant in oral...
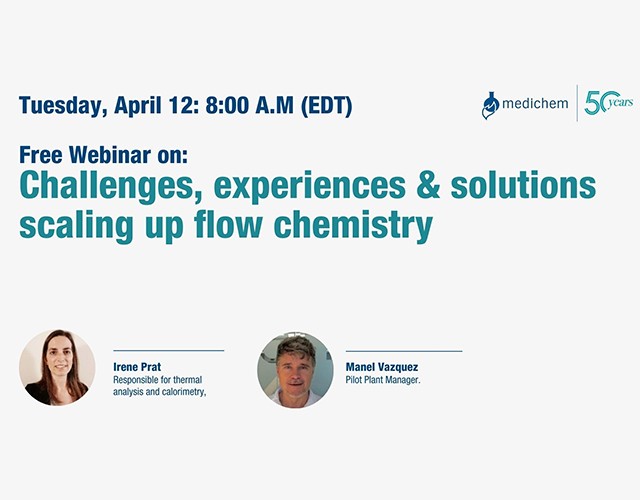
Have you registered for our upcoming #webinar? #23: Challenges, experience, and solutions scaling up flow chemistry Live session: Tuesday, ...
In Medichem, we are happy to announce our participation in #euroPLX78, April, 4th & 5th. It would be a pleasure to meet you. Please con...
#dcat is just around the corner! Only one week to go. The #Medichemteam will be participating. Don't miss the chance to meet and discuss your ...
This year, we celebrate our 50th #anniversary in the global #generic pharma industry. During these 50 years, in Medichem, we have been at t...
It is an honor to share that our CEO Elisabeth Stampa will start the new mandate as #president of Medicines for Europe for the next two years....
Last week we shared our experiences in an event organized by The Embassy of the Republic of Malta in Spain and the Madrid ...
Last week was very exciting, our CEO Elisabeth Stampa and the whole team of Medichem Manufacturing (Malta) Ltd. had the pleasu...
Our CEO Elisabeth Stampa today in DCAT (Drug, Chemical & Associated Technologies Association) Values Chain Insights: 5...
COVID crisis revealed the problems generated when Europe became too dependent on critical products manufactured overseas. Si...
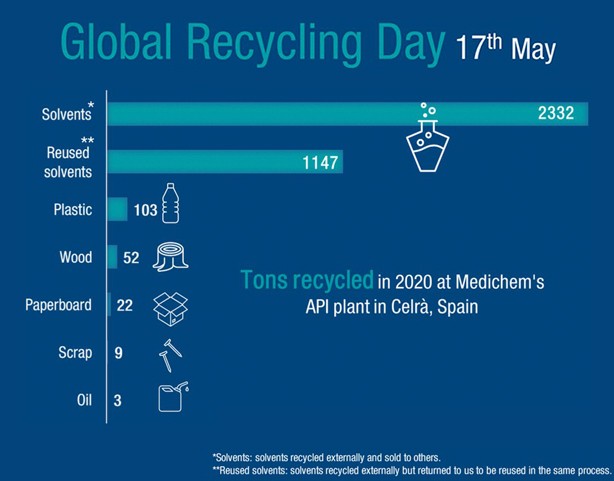
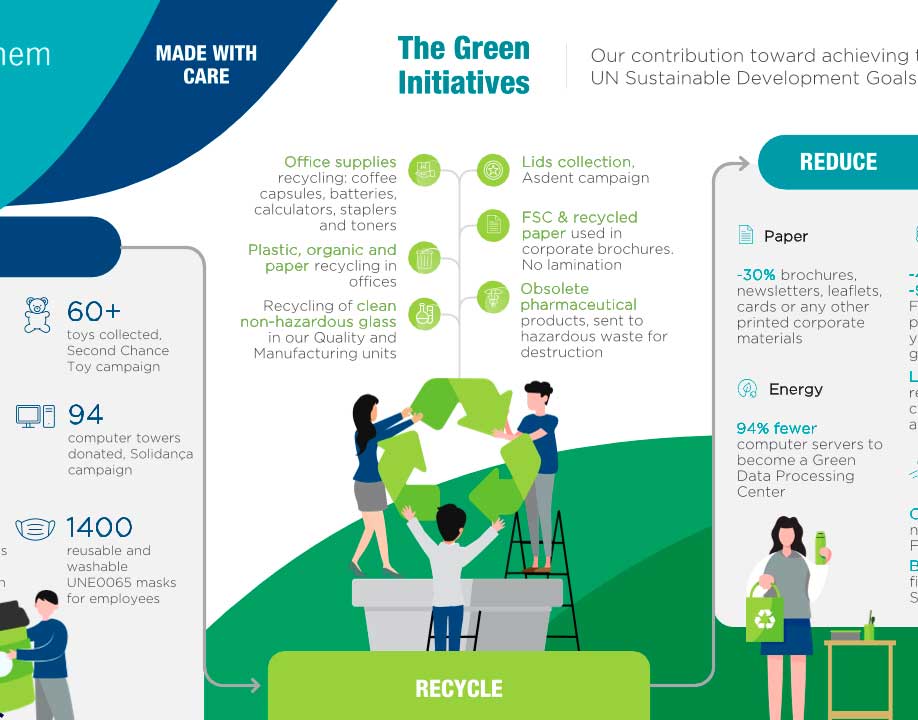
13th edition, 30 countries involved, more than 12,000 actions…. The European Week for Waste Reduction is coming to an end, but it's not just a mat...
The project "Research and development of a drug for the treatment of acute lymphoblastic leukaemia and T-cell lymphoblastic lymphoma...
Last week our CEO Elisabeth Stampa won the #eWoman award for Career Achievement by CaixaBank. This award promotes equality and progress throug...
We made a nice start and we are finished today. Team is super happy. We have missed many colleagues and partners but grateful for those who st...
One step further with Apixaban. We are happy to announce that Apixaban API has been approved by China NMPA. 🎉🎉 This is a significant mile...
After one year break due to COVID 19, two weeks ago, we all gathered for the Annual Conference of Medicines for Europe, we share the main...
We would like to congratulate our CEO Elisabeth Stampa, who is eligible for the national award and to be one of the Spanish representatives of...
In 2020, CPhI was unfortunately cancelled and we did not have the opportunity to meet industry colleagues. This year CPhI will be happeni...
Medichem's Management Team met late July to further analyze how to continue improving the service provided to our partners and customers and hel...
Medichem has joined Kemiex platform to explore new opportunities and make its products and support further available.
Medichem has joined Bioseet platform to expand its customer base and explore new potential cooperations worldwide.
We have so many new things to explain that we would love to meet you! If you want to hear more, book a slot with us!
We are pleased to announce that this week we received the confirmation of the launch of Prucalopride in Europe. This is a 100% vertically inte...
Ms. Mariona Senis, Quality Director of Medichem, S.A., participated as a guest speaker in the training program on Indicators of the Quality Sy...
Find out the way Medichem contributes to Global Sustainability.
Many workshops organized on 28th April at different Medichem sites to help improve health and safety at work: respiratory protection, hand pro...
We are pleased to announce that the DCP Marketing Authorization related to Medichem Apixaban 5 mg and 2.5 mg film-coated tablets was grant...
Today, February 26th, Elisabeth Stampa, CEO of Medichem, has participated in the High-level launch event of the EU structured dialogue for the...
We would like to share Medicines for Europe’s press release on the EU dialogue organized by the European Commission last 26th February t...
Our shiny new site is now live! Check it out and discover: * Our customers' stories and how we go “beyond the pill” by providing unique benef...
This year has certainly been extraordinary and we would like to express our deep gratitude for your trust. We wish you an enjoyable holiday seas...
We strive to reach the United Nations Sustainable Development Goals and integrate them into our daily operations. This month, we would like to t...
On October 7th, Medichem participated in the conference for a #healthyeurope to discuss how European industrial policy should strengthen API suppl...
Sugammadex Sodium is an injectable solution indicated for the reversal of neuromuscular blockade in anesthesia. Medichem is a vertically ...
Auditors have praised Medichem’s environmental management system after this year’s follow-up certification audit (for ISO 14001: 2015) of the pro...
Sunitinib malate is an oral tyrosine kinase inhibitor (TKI) used to treat renal carcinoma and gastrointestinal stromal tumors. Medichem’s Suniti...
As part of our work with @Medicines for Europe, we have developed a policy roadmap for medicines manufacturing in Europe. The #COVID19 crisis has ...
Medichem´s DMFs for the Active Pharmaceutical Ingredient of Paroxetine and Rivaroxaban are filed and listed on the CDE website, China – Q1′ 20 P...
Dear Customer, Like many of you we have been closely following the developments about coronavirus. At Medichem we deeply care about our emplo...
[caption id="attachment_6109" align="alignnone" width="520"] Latest authorizations by the Asia regulatory Agencies[/caption] Medichem receives t...
Sustainable Environment by Medichem
What could be more inspiring than the ESADECREAPOLIS meeting rooms for Medichem's R&D and Business Development summit? On July 9th and 10th,...
"USP’s Donor Recognition Program would like to recognize Medichem for its contributions during the 2018 calendar year" Says Ronald T. Piervincenz...
On June 26th, Medichem participated in a Design Thinking Workshop organized by Ship2B. In line with Medichem´s Culture of Innovation, the object...
[caption id="" align="alignnone" width="734"] Rivaroxaban Vertical integration in API an FDF[/caption]
[caption id="attachment_6018" align="alignnone" width="1028"] Medichem customer communication[/caption]
[caption id="" align="alignnone" width="289"] Logo of the Ministry of Industry, Trade and Tourism of Spain[/caption] Medichem has carried out ...
[caption id="attachment_5869" align="alignnone" width="1062"] Medichem in CPhl worldwide at Madrid[/caption]
A favorable US FDA inspection at Medichem’s subsidiary Combino Pharm’s plant in Malta opens the door to the commercializati...
We are proud to announce that Medichem Manufacturing (Malta) Ltd. has been one of sponsors of this year's annual National Chemistry Symposium, orga...
The latest US FDA inspection of our plant in Celrà (Girona), Spain in April resulted in no “Form 483” (no observations were noted). For the Celrà s...
We are happy to announce the launch of our Medichem’s new website which uses our new corporate identity.
[caption id="attachment_4805" align="alignright" width="206"] Flow Chemistry[/caption] Flow Chemistry is a technique involving the use of structur...
FACTS ABOUT CHLORHEXIDINE IN ORAL CARE Chlorhexidine is an antiseptic and antimicrobial often used as an active ingredient in oral rinse. ...
[caption id="attachment_4218" align="alignleft" width="300"] Medichem plant in Malta[/caption] Medichem Malta plant passed a US FDA inspection for...
In May 2014, Medichem opened a brand new High Potency API unit (HPAPI) in its Maltese plant, located in Hal Far. The HPAPI modular laboratory is ...
The latest FDA inspection of our plant in Celrà (Girona), Spain in September resulted in no “Form 483” (no observations were noted). The inspectio...
[caption id="attachment_3821" align="alignnone" width="495"] building in Nanjing[/caption]
The latest FDA inspection of our plant in Hal Far (Malta) in April resulted in no “Form 483” (no observations were noted). Times of Malta
This year, we celebrate our 40th anniversary in the global pharmaceutical industry. During these 40 years, our goal has always been constant innov...
The latest FDA inspection of our Spanish plant in Celrà (Girona) in April resulted in no form 483 (no observations were noted) for the fourth conse...
The Malta plant in Hal Far, which started operations in November 2005, received FDA inspection in December 2007
The latest FDA inspection of our plant in Celrà in Spain conducted in November resulted in no form 483 (no observations were noted) for the third c...
Medichem inaugurated its new production plant in Hal Far in Malta in November 2005. The plant is equipped with the state-of-the-art equipment and ...
On 10th November His Excellency Dr. Edward Fenech-Adami, President of Malta, paid a visit to our facilities in Celrà, Spain. President Fenech Adami...
Since 1985 our plant in Celrà in the province of Girona in Spain has been regularly inspected and found acceptable by the FDA. For the second cons...
post of